نکاتی دربارۀ شیرهای اطمینان فشار
سلام
خوشحالم که این بار با مطلبی پروپیمان در خدمتتان هستم.
شیرهای اطمینان فشار با نام انگلیسی Pressure Safety Valve (PSV) شیرهایی هستند که به طور خودکار عمل کرده و وظیفه شان تخلیۀ گاز موجود در یک مخزن یا لوله است برای جلوگیری از بالا رفتن بیش از حد فشار. برای نصب این شیرها به طور معمول در طبقۀ آخر پایپ رک ها سکو (platform) قرار می دهند تا کارکنان بتوانند روی آن راه بروند و شیرهای اطمینان فشار را در آنجا نصب می کنند.
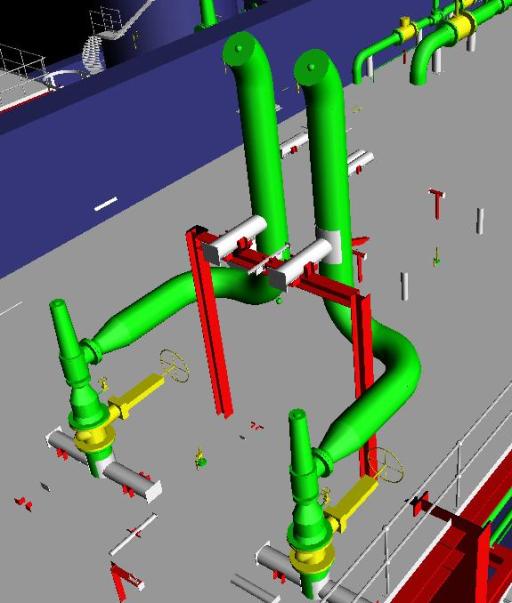
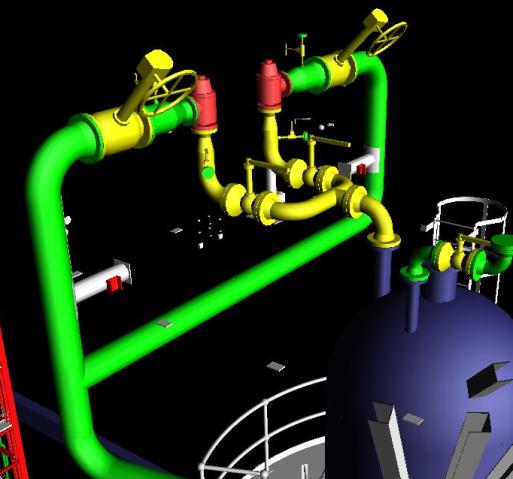
مقصد گازهای خروجی از این شیرها دو جا می تواند باشد: فضای باز و فلر. چنانچه گازهای خروجی از این شیرها بی خطر باشند، مثل بخار آب یا هوای فشرده، لولۀ خروجی آنها می تواند با فاصله ای ایمن از روی سکو به فضای آزاد باز شود. معمولا برای کاهش سروصدای گازهای خروجی، یک زانویی 45° هم در خروجی این لوله ها نصب می کنند (شکل 1). اما چنانچه گازهای خروجی این شیرها آتش زا یا خطرناک باشد، این گازها باید به فلر تخلیه شوند (شکل 2).
نکتۀ دیگری که دربارۀ این شیرها باید گفت این است که قطر لولۀ خروجی این شیرها همیشه از لولۀ ورودی شان بیشتر است. زیرا همانطور که وظیفۀ این شیرها اقتضا می کند، فشار گاز پس از خروج از آنها می افتد، که این حالت باعث افزایش حجم گاز می شود. اما به این دلیل که برای محدود شدن افت فشار، طراح محدودیت سرعت را در خطوط در نظر می گیرد، و با توجه به افزایش حجم، قطر لوله باید افزایش یابد تا لوله بتواند حجم افزایش یافته را منتقل کند.
نکتۀ بعدی این است که به دلیل حساسیت عملکرد و احتمال خرابی و نیاز به تنظیم این شیرها که به وفور هم اتفاق می افتد، آنها را به صورت دوتایی یا چندتایی موازی هم نصب می کنند. اما لازمۀ برداشته شدن شیرها این است که جریان عبوری از آنها قطع شود. بدین منظور دو شیر (معمولا توپی) در بالادست و پایین دست آنها قرار می گیرد تا در صورت لزوم بسته شوند تا بتوان شیر اطمینان فشار را باز کرد. به این شیرها که برای جدا کردن شیر اطمینان فشار از جریان به کار می روند شیر جدا کننده (isolation valve) یا (block valve) می گویند. شیر اطمینان فشاری که فعال است و قرار است در صورت لزوم عمل کند، شیرهای جدا کنندۀ اطرافش در حالت باز قفل می شوند (lock open)، و شیرهای بالادست و پایین دست شیر مجاور که قرار نیست عمل کند، در حالت بسته قفل می شود (lock close). علت قفل شدن شیرها هم این است کارکنان، این شیرها را به اشتباه از حالت اصلی شان خارج نکنند تا باعث بروز شرایط خطرناک شود. این شیرها در مواردی که خط به فلر تخلیه می شود، از نوع توپی (ball) هستند و به صورت full bore طراحی می شوند تا کمترین افت را در خط ایجاد کنند. اصولا یکی از معیارهایی که در محاسبات تعیین قطر خط ورودی به این شیرها انجام می شود این است که افت فشار از مخزن تحت فشار تا این شیرها نباید از 3% فشار تنظیمی شیر بیشتر باشد. و نکتۀ آخر این که اندازه گذاری این خطوط تابع روابط ریاضی خاص خود است و همیشه دهانۀ شیرها یک یا چند شماره از لوله های اتصالی به آنها کوچکتر است. مثلا در شکل 2 خط خروجی از درام 6 اینچ قطر دارد، پیش از ورود به شیر فشارشکن، قطر آن به 3 اینچ می رسد، قطر دهانۀ خروجی شیر فشارشکن 6 اینچ است و سپس قطر خط به 10 اینچ می رسد.
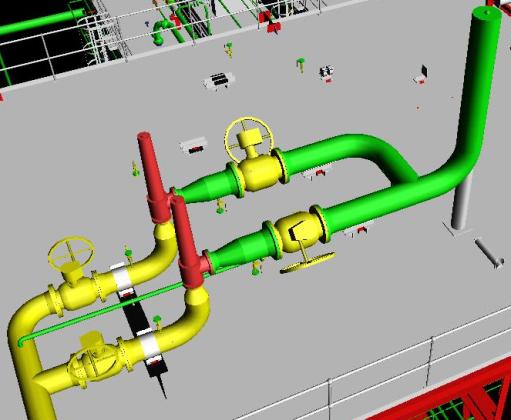
حالا با توجه به مواردی که گفته شد، سراغ دو اشکال در طراحی لوله کشی اطراف این شیرها می رویم. در شکل 3 سرویس خط هوای فرایندی است و خروجی شیر اطمینان فشار به هوا تخلیه می شود. اما طراح، مشابه خطوط تخلیه شونده به فلر دو خط خروجی را ادغام کرده و سپس آن را به هوا تخلیه کرده است، در حالی که خیلی راحت می توانست این دو خط را بدون ادغام کردن، مشابه شکل 1 به هوا تخلیه کند. با برگرداندن طراحی به صورت شکل 1 می توان دو شیر توپی full bore که بار مالی زیادی دارد، دو جفت فلنج و یک سه راهی را حذف و در هزینۀ آنها صرفه جویی کرد.
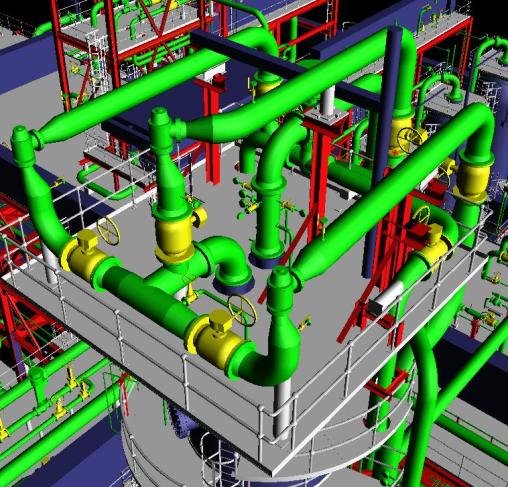
اشکال بعدی مربوط به شکل 4 است. در این شکل قطر خط ورودی به شیر اطمینان فشار و خط خروجی از آن 16 اینچ است (این جزو موارد استثناست که قطر لوله های ورودی و خروجی برابر است). قطر دهانۀ ورودی شیر 6 اینچ و قطر دهانۀ خروجی آن 10 می باشد. یعنی خط 16 اینچ ورودی باید پیش از اتصال به شیر اطمینان فشار تبدیل به 6 اینچ شود، اما این تغییر قطر باید تا جای ممکن دیرتر صورت گیرد تا کمترین افت در خط ایجاد شود. اما در این شکل گویا طراح برای تغییر قطر عجله داشته و دقیقا پس از شیر جدا کننده این کار را انجام داده است که نتیجه اش افت 11 درصدی فشار است، در حالی که افت فشار باید به 3 درصد محدود شود. برای اصلاح این طراحی باید تغییر قطر در زیر شیر فشارشکن صورت گیرد.

در شکل 5 اصلاح شدۀ شکل 4 را مشاهده می کنید که به دلیل کمبود جا چیدمان لوله ها تغییر کرده است. البته در شکل 4 برای مشاهدۀ بهتر، برخی از خطوط حذف شده بودند، اما در شکل 5 همۀ خطوط بالای برج مورد نظر به طور کامل نشان داده شده اند.
جزوۀ طراحی آویز
اگر جزوۀ تحلیل تنش شرکت فلور که در مطالب پیشین برای دانلود قرار داده شد، به دردتان خورده باشد، احتمالا فایلی هم که در این مطلب برای دانلود گذاشته ام مورد توجه تان واقع می شود.
جزوه ای که برایتان آماده کرده ام مربوط به شرکت ANVIL است که احتمالا شناخته شده ترین شرکت در زمینۀ ساخت آویز لوله (hanger) می باشد. این جزوه با زبانی ساده و روان طراحی آویز را آموزش می دهد، اما بسیاری از مطالب آن حالت عمومی داشته و تحلیل تنش و طراحی ساپورت را هم شامل می شود. بیش از این وقت تان را نمی گیرم و شما را به مطالعۀ آن دعوت می کنم. فایل را از اینجـــــا می توانید دانلود کنید
یک نکتۀ اجرایی و یک نکتۀ طراحی
در این مطلب می خواهم اشکالاتی را که اخیرا در یک لاین چک با آن برخورد کردم برایتان توضیح دهم.
در شکل بالا لوله کشی اطراف یک شیر کنترلی را مشاهده می کنید. قطر لوله های اتصالی به شیر کنترلی 3 اینچ است، خود شیر کنترلی یک و نیم اینچ و لوله های باریکی که در پایین مجموعه می بینید ¾ اینچ هستند و نقش درین مجموعه را بازی می کنند. ادامه مطلب ...فایل های ویدیویی
در این مطلب سه فایل ویدیویی دربارۀ پایپینگ آماده کرده ام که لینک دانلودشان را در پایان مطلب می توانید مشاهده کنید.
فایل های اول و دوم از نوع انیمیشن رایانه ای هستند. در فایل اول مراحل فرستادن توپک های (pig) چندگانه به صورت مرحله به مرحله توضیح داده شده است. هرچند گوینده به زبان انگلیسی مراحل کار را توضیح می دهد، اما با کمی دقت و چند بار گوش کردن می توانید منظور گوینده را متوجه شوید.
در فایل دوم مراحل hot tap (سوراخ کردن لولۀ زنده (همزمان با جریان سیال)) و در مرحلۀ بعد توپک رانی نشان داده شده است. این فایل هم به زبان انگلیسی است.
فایل سوم انفجار وسیعی را در یکی از پالایشگاه های مکزیک نشان می دهد. دیدن این ویدیو می تواند کمی انگیزۀ پیمانکاران و ناظران را برای دقت بیشتر در کار بالا ببرد.
فایل اول را از اینجــــا، فایل دوم را از اینجــــا و فایل سوم را از اینجــــا می توانید دانلود کنید.
لوله های گالوانیزه
یکی از خوانندگان وبلاگ دربارۀ لوله کشی رزوه ای و کلاً خطوط گالوانیزه و مواردی که باید در بازرسی شان مورد توجه قرار گیرد پرسیده اند که موارد زیر به ذهنم رسید:
دربارۀ لاین چک خطوط گالوانیزه و کلاً اتصالات رزوه ای نکاتی که به ذهنم می رسد یکی اینکه این خطوط نباید جوش داده شوند، زیرا جوشکاری لایۀ فلزِ روی را که روی فولاد کشیده شده می سوزاند و لوله در محل جوشکاری در برابر خوردگی بی دفاع می شود. از طرفی برخی از پیمانکاران و مجریان لوله کشی گالوانیزه ترجیح می دهند که این لوله ها را جوشکاری کنند. زیرا اگر لوله جوشکاری شود خیلی راحتتر می توانند آن را در صورت نیاز خم کنند و در موقعیت تعیین شده قرار دهند. به همین دلیل برخی از مجریان غیرقابل اعتماد ممکن است این لوله ها را جوشکاری کنند و بعد روی نقاط جوشکاری شده را با کنف بپوشانند و وانمود کنند که لوله کشی به صورت رزوه ای انجام شده است. ناظران باهوش می توانند با بریدن کنف ها مشخص کنند که این کار انجام شده یا نه.
با این حال باید یادآوردی کنم که در برخی پروژه ها مثل فاز 6، 7 و 8 اسپک پروژه اجازۀ این کار را داده که پس از اجرای لوله کشی گالوانیزه، یک پاس جوشکاری روی رزوه ها انجام شود که به این کار seal weld می گویند.
نکتۀ دیگر اینکه این خطوط چنانچه زیر سطح زمین اجرا شوند باید پس از اجرا، نوارپیچی (Wrapping) شوند تا از خوردگی شان به خاطر تماس با خاک جلوگیری شود.
دربارۀ منبع هم باید عرض کنم طی جستجویی که میان مدارک انجام دادم کتابی را که به طور کامل به این مبحث پرداخته باشد پیدا نکردم اما بیشتر کتاب هایی که در اینترنت پیدا می شود مطالب مختصری در این باره دارند که می توانید از آنها استفاده کنید.